Fikret ÇAĞLAYAN
Atelyeler ve
Bakım Başmüdürü
Erdemir
fcaglayan@erdemir.com.tr
TOPLAM VERİMLİ BAKIM - II
Daha
önce sizlere sunduğum TOPLAM VERİMLİ BAKIM notlarını biraz daha açmak
ve konuyu derinleştirmek için bu çalışmayı yapmak ihtiyacını
hissettim.
Notlar çeşitli kaynaklardan derlenmiştir. Bunların başında Ekibimizin İstanbul’da katıldığı TVB konferans notları, TVB uygulayan şirketleri inceleme notları, Prof.Dr.İlhan Or’un kitabı, İNTERNET kanalıyla temin ettiğim dökümanlar yer almaktadır.
-
Ekipmanın
tüm ekonomik ömrünü kapsayan bir koruyucu bakım anlayışı (LCC-Life
Cycle Cost; “Yaşam Boyu Maliyet” )
-
TVB’nin
üst yönetiminden en altta çalışana kadar tüm çalışanları
ilgilendirdiği anlayışı,
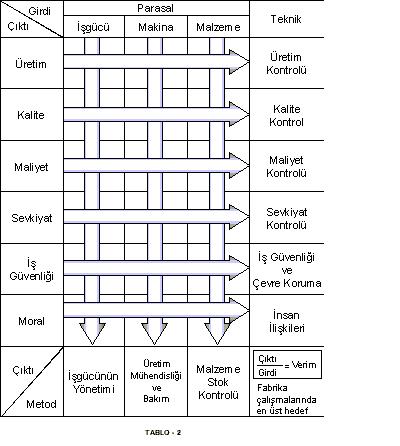
| TÜB'ın Tanımı (Şirket Bütününde Toplam Üretken Bakım) | |
| TÜB şunları hedefler : | |
| 1. | Üretim sisteminin verimliliğini en üst düzeye çıkaracak bir şirket kültürüoluşturulması, |
| 2. | Tüm üretim sisteminin beklenen hayatı boyunca, kayıpları önleyerek,sıfırlama hedeflerini, "sıfır kaza" , "sıfır arıza", "sıfır hata" şeklinde sağlayabilmek için bir "genba-genbutsu" sisteminin kurulması, |
| 3. | Organizasyonun, üretim, geliştirme, satışlar, yönetim gibi tümfonksiyonlarının katılımı, |
| 4. | Kuruluşun tüm elemanlarının, üst yönetimden ön saf çalışanlarına kadargörevlendirilmesi, |
| 5. | Ardışık ve örtüşen küçük grup yapılanmasıyla, sıfır kayıba ulaşılması. |
TABLO-1
|
II. |
TOPLAM EKİPMAN ETKİNLİĞİNİN EN ÜST DÜZEYE YÜKSELTİLMESİ |
-
ÜRETİM
MİKTARI
-
KALİTE
-
MALİYET
-
TESLİMAT
-
SAĞLIK/GÜVENLİK
(İSİG)
-
MORAL
‘ dir.
Çıktı
mümkündür
(
Verimlilik = -----------------)
.
Girdi
EKİPMAN ETKİNLİĞİNİ ARTIRMANIN TEMEL PRENSİPLERİ :
2)
Kesin
önceliklerin belirlenmesi,
3)
Açık
Hedeflerin tayini gereklidir.
|
I. |
ÇALIŞMADAN GEÇEN ZAMAN |
2)
Kurma
ve ayarlar (Kalıp değiştirme, ürün
değiştirme, renk değiştirme vb.)
|
II. |
HIZ KAYIPLARI |
|
III. |
HATALAR |
6)
Başlangıçtaki
(start-up) düşük verim (üretim başlangıcındaki “ısınma” zamanı)
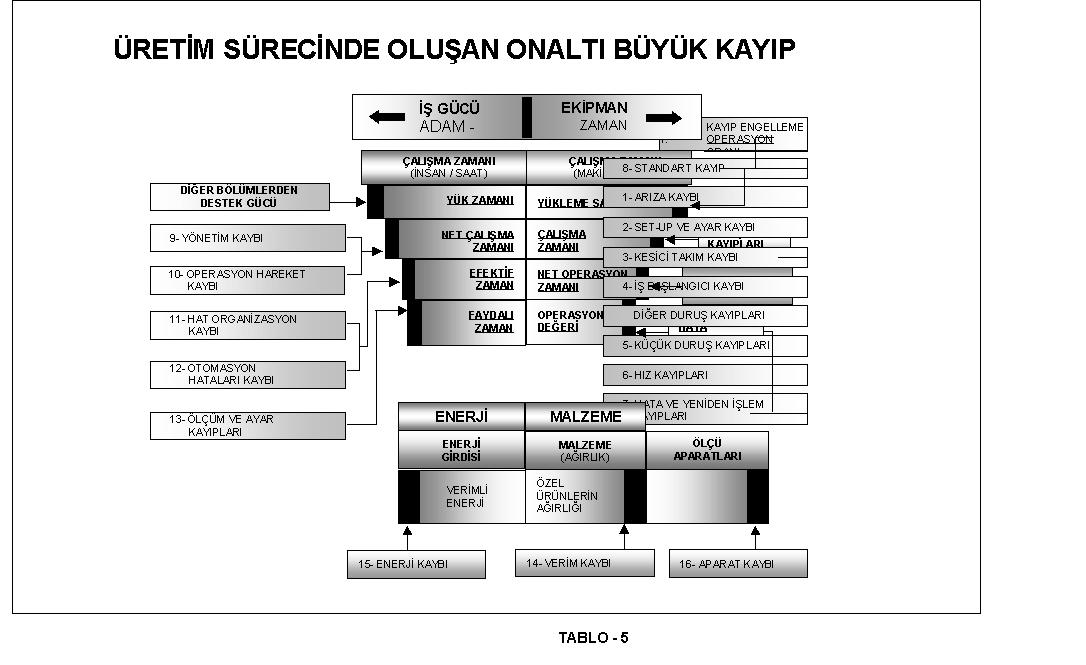
Altı
kayıbın önlenebilmesi için öncelikle bunların sebep olduğu kayıpların
sayısal olarak ölçülebilmesi gerekir. TVB yaklaşımı bu amaçla TABLO-6
‘da gösterilen hesaplama yöntemini
önermektedir.
Bu tabloda küçük duruşların ve düşük hızın birlikte ölçümü
olarak tanımlanan PERFORMANS VERİMİ ’nin alt bileşenleri de şu
şekilde açıklanmaktadır :
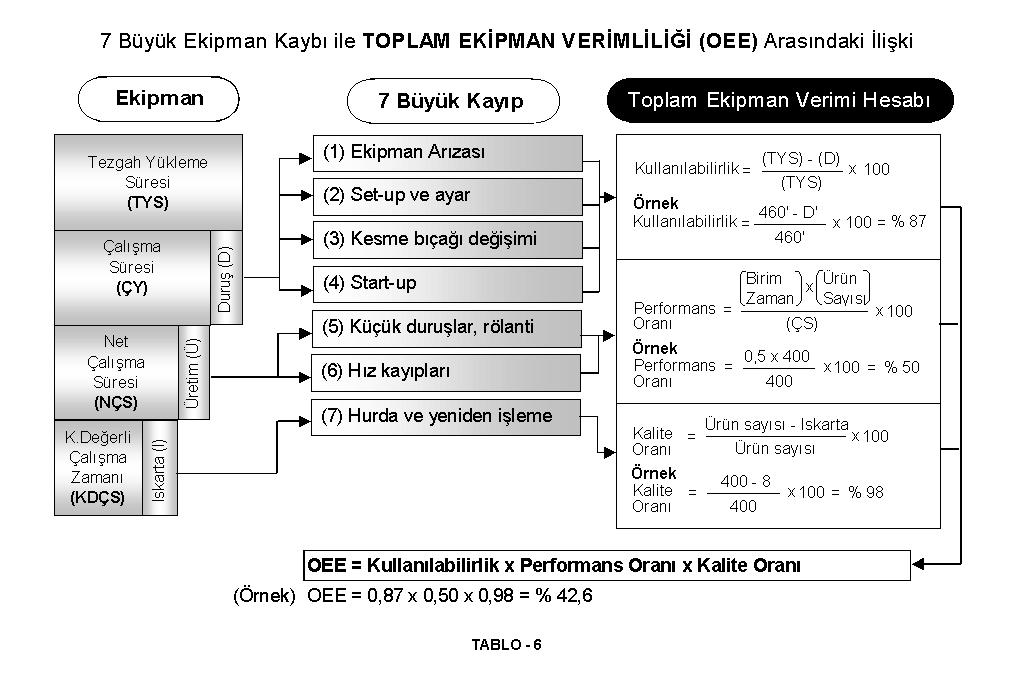
PERFORMANS=
( NET ÇALIŞMA ORANI ) x (NET ÇALIŞMA HIZI ORANI)
GÜNLÜK ÜRETİM x FİİLİ BİRİM ÜRETİM ZAMANI
İDEAL BİRİM ÜRETİM ZAMANI
= --------------------------------------------------------------------
x ---------------------------------------------
GÜNLÜK ÇALIŞMA ZAMANI
FİİLİ BİRİM ÜRETİM ZAMANI
Bu
formülde “NET ÇALIŞMA ORANI” küçük duruşların “performans
verimi” üzerindeki etkisini gösterirken,
“NET ÇALIŞMA HIZI ORANI” da hattaki düşük hızın etkisini göstermektedir.
Örnek
: GÜNLÜK ÜRETİM MİKTARI :
400 adet
FİİLİ BİRİM ÜRETİM ZAMANI : 0.8 dak./birim
GÜNLÜK ÇALIŞMA ZAMANI :
400 dak. [GÜNLÜK YÜKLEME ZAMANI – (ARIZA +
KURMA AYAR) ZAMANI] ÖRN :
460 dak. – 60 dak.
İDEAL BİRİM ÜRETİM ZAMANI : 0.5 dak./birim
olduğunda;
400
adet x 0.8 dak./birim
0.5 dak./birim
PERFORMANS
VERİMİ = -------------------------------- x ------------------------
x 100 = %50
400 dak.
0.8 dak./birim
0.8
0.63
¨
Kronik Tip kayıplar
Kronik
kayıp ise birden fazla sebepten kaynaklandığı gibi bileşik sebeplerden de
ortaya çıkabilir.
Kronik
kayıplar; sebepleri direkt analiz etmek yerine bütün faktörler incelenerek
ve bütün kötü sebeplerin ölçümü yapılarak incelenerek ortadan kaldırılmalıdır.
TABLO-7
ve TABLO-8 ‘de Kayıp Sebeplerinin Yapısı şematik olarak açıklanmıştır.
Tablo-6’da
gösterilen üretim sürecinde oluşan altı kayıbın analizi aşağıdaki bölümde
yer almaktadır.
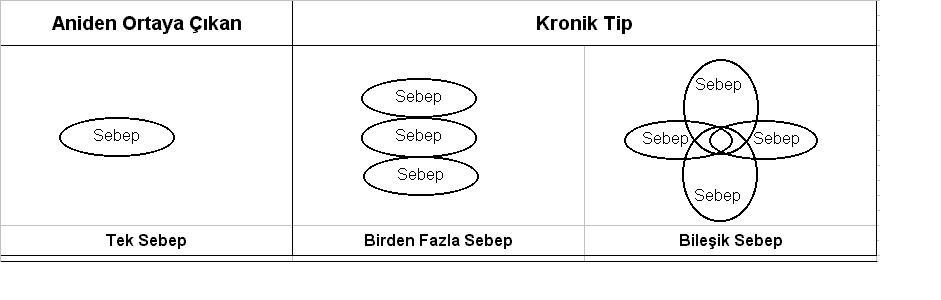
| Tek Sebep : | Tek bir sebep sonuçtan sorumlu |
| Birden fazla sebep : | Bir tane sonuç var, ama her seferinde
değişen birden fazla sebep var. |
| Bileşik Sebep : | Tek başına bir sebep sonucu doğurmuyor.
Farklı sebeplerin biraraya gelmesi sorunu doğuruyor. Sebep kombinasyonları her seferinde değişir. |
| * Kronik kayıplar,
sebepleri direkt analiz etmek yerine bütün faktörler incelenerek ve bütün kötü sebeplerin ölçümü yapılarak ortadan kaldırılmalıdır. |
|

|
1) |
EKİPMAN
ARIZASI KAYIPLARI :
|
Ekipman
hatalarının gizli kalabilmesinin sebepleri şunlardır :
¨
Fiziki sebepler : Yetersiz
kontrol; kötü ekipman yerleşimi veya montajı, tozlanma ve kirlenme,
¨
Psikolojik sebepler; görünen
hatalara bilinçli olarak önem vermemek; problemi olduğundan küçük tahmin
etmek; semptomları ortada olmasına rağmen problemi görmemek.
2)
Doğru
işletme prosedürlerine uyulması
3)
Standart
fonksiyonlardan sapmaların giderilmesi
4)
İyi
tanımlanmış bazı temel şartların (temizleme, yağlama, sıkılama gibi)
sürdürülmesi,
5)
Operatör
ve bakım becerilerinin geliştirilmesi
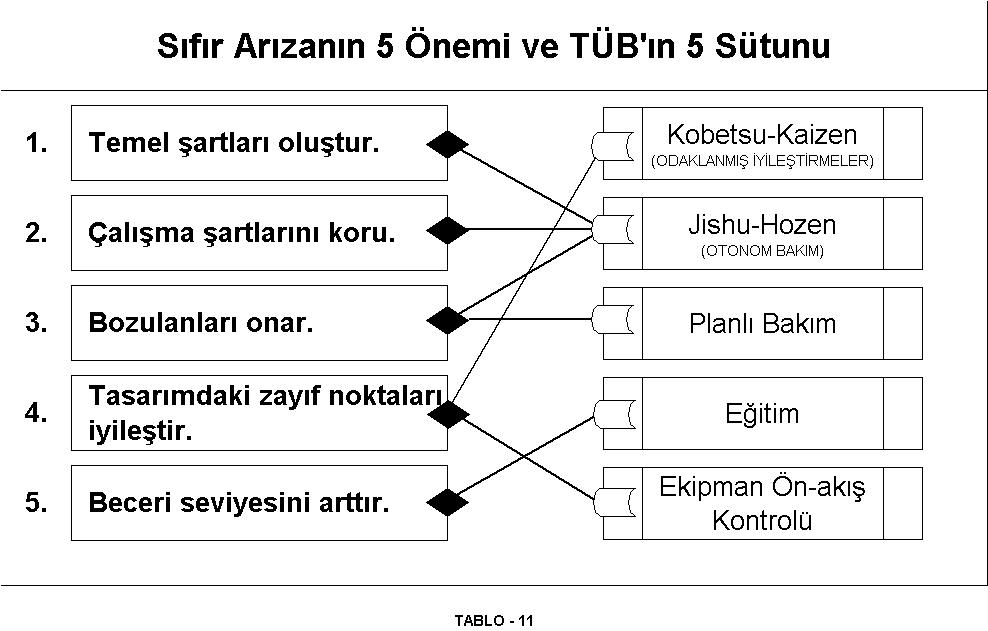
TOPLAM
VERİMLİ BAKIM çalışmaları kapsamında SIFIR ARIZAYA ULAŞMAK için atılması
gereken adımlar TABLO-10’da detaylı bir şekilde açıklanmıştır.
Aşamalar : 1) Arıza dağılım frekansının düzensizliğini azaltma 2) Parça ömrünü uzatma
3) Bozulan kısımları onararak orijinal hale getirmek, 4) Parça ömrünü kestirmekten oluşmaktadır.
TVB’nin
beş prensibinin sıfır arızaya ulaşmanın koşulları ile uyuşumu da TABLO-11’de
gösterilmiştir.
2)
Bir
ekipman üzerinde bir ürünün üretiminin tamamlandığı andan, diğer bir
ürünün standart kalitede üretiminin başladığı ana kadar geçen zaman o
ekipmanın "kurma ve ayar” zamanı olarak görülebilir (örnek : Sürekli
dökümler KALIP ebat değişimi, Haddehaneler A,B,C
programları vb.) .
Kurma
ve ayar faaliyetlerinin bileşenlerinin ağırlıkları örnek olarak
TABLO-12’de verilmiştir.
|
FAALİYET |
% |
|
Kalıpların
ve aparatların sökülmesi |
%15 |
|
Temizlik |
%5 |
|
Kalıpların
ve aparatların hazırlanıp, yerleştirilmesi |
%20 |
|
Merkezleme,
ölçme |
%10 |
|
Deneme
üretimi ve ayarlar |
%50 |
TABLO-12
Gizli Arızaların Sınıflandırılması
| Fiziksel Gizli Arızalar | Fiziksel olarak çıplak gözle görülemedikleri
için gizli kalmış arızalar. (1) Ekipman sökülmediği sürece gözle görülemeyen bozukluklar (2) Ekipman montaj pozisyonu nedeniyle gözle fark edilemeyen bozukluklar (3) Ağır şekilde toz toprak kaplı oldukları için ihmal edilen bozukluklar |
| Psikolojik Gizli Arızalar | Operatör veya bakımcıların eğitimsizlik
ve bigisizlik nedeniyle fark edemediği arızalar (1) Operatör veya bakımcının umursamazlığı (2) Operatör veya bakımcının bozukluk tiplerini tanımaması (3) Operatör veya bakımcının kendi kararları ile sorunu ihmal etmeleri |
TABLO - 9
|
Sıfır Arızaya Ulaşmak İçin Dört Aşama |
||||
| Aşama | 1. Aşama | 2. Aşama | 3. Aşama | 4. Aşama |
| Konu | Arıza dağılım
frekansının düzensizliğini azaltma |
Parça ömrünü uzatma | Bozulan kısımları
onararak orijinal hale getirmek |
Parça ömrünü kestirmek |
| Temel Faaliyetler | *
Uzun zamandır müdahale
edilmeyen kötüleşmenin
onarılarak orijinal hale getirilmesi. - Gizli bozuklukların ele alınması. * Cebri kötüleşmenin önlenmesi. - Temel şartları belirle. - Üretim şartlarına uyum ve takip. |
*
Tasarımdaki zayıf noktaların
iyileştirilmesi. - Mukavemet ve hassasiyet iyileştirme, - Şartlara uyan parçaları belirleme, - Aşırı yükleme zayıflığını iyileştirmek. * Rastgele arızaları önlemek. - Üretim ve bakım becerilerini geliştirmek, - Üretim hatalarına karşıönlem almak. * Harici kötüleşmenin restorasyonu. |
*
Kötüleşmenin zaman bazlı bakımının yapılması. - Parça ömrünü belirle. - Zaman bazlı gözlem ve test standartları, - Zaman bazlı değişim kriteri, - Bakım yapılabilirliğinin geliştirilmesi. * Ekipman içindeki anormalliğin belirtilerini duygularla algılama. - Belirti veren ve verme yen ekipmanlar, - Anormallik olmadan görülebilecek işaretler, - Belirtileri nasıl anlaya biliriz. |
*
Teşhis teknikleriyle parça ömrünü belirleme. * Arıza analiz teknikleri. - Çatlak düzlemi analizi, - Malzeme yorulması analizi, - Dişli yüzey analizi, - Daha uzun servis süresi önlemleri, - Servis süresi belirlemekten kötüleşmenin zaman bazlı restorasyonuna geçiş. |
|
TABLO 10 |
||||
Kurma
ve ayar zamanlarını olumlu yönde etkileyebilmek ve bu kayıpları
azaltabilmek için sistematik bir araştırma yapmak ve çalışmaları
standartlaştırmak gerekir. Bunun için aşağıda sıralanan değişkenleri
iyi anlamak, aralarındaki ilişkileri iyi tespit etmek ve incelemek şarttır.
Bunlar;
-
İŞ
METODLARI (Yöntemler, operatörün fiziki imkanları ve becerileri),
-
KALIPLAR
ve APARATLAR (Fiziki şekiller, mekanizmaları, doğruluk düzeyleri),
-
DOĞRULUK
(Gereken doğruluk düzeyi, doğruluk ve ayar ilişkisi),
-
TEKNİK
PROBLEMLER (Gerekli teknik iyileştirmeler),
-
YÖNETİM
ve DENETİM (değerlendirme gereksinimleri).
Kurma
(setup) zamanının azaltılmasında ilk adım, ekipman çalışırken yapılabilecek,
HARİCİ KURMA olarak adlandırılan faaliyetlerin icrası için ekipmanın
durmasını gerektiren ve DAHİLİ KURMA olarak tanımlanan
faaliyetlerden ayrılmasıdır.
HARİCİ KURMA
: Kalıpların ve aparatların önceden hazırlanması, çalışma alanının
ve stok yerlerinin hazırlanması, kısmi setup ve ön ısıtmadır. Bu çalışmalar
planlanarak önceden yapılmalıdır.
DAHİLİ KURMA
: Aparat değiştirme, kalıp değiştirme, merkezleme, ince ayarlar gibi
faaliyetlerdir. Yedek parça, malzeme, alet-edevat vb. malzemelerin önceden
hazır olması ve düzenli bir iş akışı planı bulunması çok büyük
zaman tasarrufları sağlayacaktır. Bazen, harici kurma olarak
nitelenebilecek faaliyetler dahili kurma faaliyetleri arasına gizlenir.
Bunları tespit için aşağıdaki sorulara yanıt verilmelidir:
-
Önceden
yapılabilecek hazırlıklar nelerdir?
-
Hangi
gereçler hazır tutulmalıdır?
-
Lazım
olan gereçler ve aparatlar, kalıplar iyi durumda mıdır?
-
Sökülen
kalıplar ve aparatlar nereye konacaktır, nasıl taşınacaktır?
-
Gerekli
olan parçalar ve/veya yedekler var mıdır kaç adet gereklidir?
Ekipmanın
duruş süresini en aza indirmeye yönelik olarak dahili kurmanın üç temel
kuralı vardır :
i)
Parça
ve gereç aranmaması
ii)
Gereksiz
hareket edilmemesi
iii)
Yanlış
parça veya gereç kullanılmaması
“Öte
yandan, dahili kurma içerisindeki bazı faaliyetlerin modifiye edilerek kısmen
veya tamamen harici kurma içine alınmaları mümkündür.” Bunun için
kullanılabilecek yöntemler şunlardır :
2.
Çok
amaçlı aparatların geliştirilmesi;
3.
Dahili
kurma içerisindeki ayarların mümkün olduğunca önlenmesi
Dahili
kurma içerisindeki faaliyetlerin hızlandırılması için :
1.
Tespit
mekanizmalarının basitleştirilmesi; hidrolik kenetleme mekanizmalarının
adaptasyonu
2.
Kolay
monte edilen aparat ve kalıpların tasarımı, geliştirilmesi;
3.
Birden
fazla operatör kullanımı gerektiğinde, işlerin paralel yapılması, iş bölümünün
bilinçli olması
|
3) |
BOŞ KALMA
VE KÜÇÜK DURUŞ KAYIPLARI : |
Bu
aksaklıklar çabuk farkedilir ve olağan operasyona dönüş kolaylıkla ve hızla
gerçekleştirilir. Ancak, boş kalmanın ve küçük duruşların sıklaşması
ekipman etkinliğini belirgin şekilde olumsuz etkileyecektir. Öte yandan,
otomasyonun artması ile birlikte, boş kalma ve küçük duruşlar artma eğilimine
girerlerken, bunların fark edilmelerinde de gecikmeler başlayabilir.
“Boş
kalma ve küçük duruşların önlenebilmesi için öncelikle bunların iyi
tanımlanması, özelliklerinin ve sebeplerinin bilinmesi gerekir. Küçük
duruşların en çok rastlanan sebebi ekipmanın (veya transfer hattının) aşırı
yüklenmesi ile malzeme veya işlenen parçada kalite, şekil
anormallikleridir. Boş kalmanın en sık rastlanan sebebi ise malzeme akışının
durmasıdır. Burada transfer hattındaki gizli hatalar ve aksaklıklar ile
duruşu hemen fark edecek sensörler önemlidir (otomasyon). “
¨
Farkedildiklerinde kolay
giderilmeleri dolayısı ile operatörler ve bakım elemanları tarafından
problem olarak görülmemeleri, hoş görülmeleri;
¨
Oluşum zamanlarının ve sıklığının
çok değişir olması;
¨
Oluşum yerlerinin çok değişir
olması;
¨
Sebep oldukları kayıpların
fark edilmemesi veya ölçülememesi.
¨
İyi tanımlanmış temel
ekipman şartlarının sürdürülmesi,
¨
Doğru işletme prosedürlerinin
gözden geçirilmesi,
¨
Optimal şartların tanımlanması,
¨
Tasarım zayıflıklarının düzeltilmesi.
Hız kaybı ile kast edilen; ekipmanın
tasarım hızı ile, gerçekleşen (fiili) üretim hızı arasındaki farka
karşılık gelen üretim kayıplarıdır; doğal olarak bu gibi kayıpları
önlemenin yolu ekipmanı tasarım hızında çalıştırmaktır. Öte yandan,
tasarım aşamasında belirlenen hızlara erişmekte pratik problemler
bulunabilir; tasarım zayıflıkları, üretim hattındaki değişiklikler, ürün
şekillerindeki değişiklikler (product mix) tasarım hızına erişmeyi
fiilen imkansız kılabilir. Dolayısı ile, her ekipman ve her ürün tipi için
bir “STANDARD” HIZ belirlenmesi ve hız kaybı ölçümlerinde baz olarak,
tasarım hızı yerine bu STANDARD HIZIN kullanılması daha yaygın ve doğru
bir uygulamadır. Ekipman hızının standart hıza arttırmada en sık karşılaşılan
problemler şunlardır :
¨
Muğlak Ekipman Özellikleri : Tasarım aşamasında
hedeflenen tasarım hızının açıkça belirtilmesi atlanmış olabilir. Bu
durum ekipmanın doğal hızının ötesinde çalıştırılarak hızlı yıpranmasına,
arızalara veya gereksiz yere çok yavaş çalıştırılarak hız kayıplarına
yol açabilir. Bu durum eski veya kuruluş içi tasarlanmış ekipmanlarda
daha sık görülür.
¨
Geçmişte Yaşanan Kalite
veya Mekanik Problemleri : Geçmişte
ortaya çıkmış ve çözülmemiş olan bazı kalite veya mekanik problemleri
yüzünden ekipmanı STANDART HIZINDA çalıştırmaktan kaçınma
olabilir. Bu çözülmemiş problemler zaman içinde “çözümü imkansız”
olarak kabul edilir ve gerçek sebeplerinin araştırılmasına çaba gösterilmeyerek,
düşük hız ile kifayet edilir. Ancak çoğu kez bu gibi problemler küçük
hatalardan ortaya çıkmaktadır veya gelişen teknolojik imkanlar ve kontrol
mekanizmaları ile rahatlıkla çözülebilecek konumdadır.
¨
Hız artışının ortaya çıkardığı
problemlerin yetersiz incelenmesi
: Bazen hız artışları ekipmanda mevcut bulunan ancak düşük hızlarda
fark edilmeyen gizli hataları ortaya çıkarırlar. Bu gibi durumlarda, hız
artışı gizli hataları ortaya çıkaran basit ve etkin bir yöntem olarak görülmelidir.
Ancak, birçok kuruluş bu şekilde ortaya çıkan problemlerin sebeplerini
araştırmak yerine, sadece artan hatalı üretim, arızalar ve ayar sıklıkları
gibi, semptomlarını gidermeye çalışırlar. Bu yaklaşımın sonucu olarak
da fiili hız STANDARD hızın altında kalır.
STANDART
HIZA erişmek için yapılacak sistematik bir inceleme aşağıda TABLO
–13 ’te özetlenmiştir.
|
1)
Mevcut Düzeylerin Tespiti |
-
Hız -
Darboğaz
İşlemler -
Duruş
Sıklığı -
Hatalı
Üretim Oranı |
|
2)
Spesifikasyonlarla mevcut durumun karşılaştırılması |
-
Spesifikasyonlar
nelerdir? -
Standard
hız ile fiili hızın farkı -
Değişik
ürünlerin hızlarının farkları |
|
3)
Geçmiş Problemlerin İncelenmesi |
-
Hız
artışı denenmiş mi? -
Çıkan
problemler ve alınan önlemler -
Hatalı
ürün oranlarındaki eğilimler -
Benzer
ekipmanlarda görülen farklar |
|
4)
Ekipmanın çalışma prensiplerinin ve teorisinin incelenmesi |
-
Teori
ve prensiplerle ilgili problemler -
İşlem
çevre şartları -
Teorik
değerler |
|
5)
Fiili Mekanizmaların İncelenmesi |
-
Girdi/Çıktı
oranları -
Stress
araştırılması -
Dönen
parçaların incelenmesi -
Parça
spesifikasyonların incelenmesi |
|
6)
Mevcut Durumun İncelenmesi |
-
Birim
işlem zamanı -
Boş
(rölanti) zaman -
Parçaların
doğruluk düzeyleri -
Göz,
kulak ve dokunma ile kontrol |
|
7)
Problemlerin Listelenmesi |
-
Optimal
şartlarda karşılaştırma -
Mekanik
problemler -
Doğruluk
problemleri -
Teori
ve prensiplerden kaynaklanan problemler |
|
8)
Problemleri Çözmeye Yönelik Önlemler
Alınması |
-
Öncelik
sırasına göre önlemler |
TABLO-13 : Standart Hıza Erişme Çalışmasının
Aşamaları
|
5) |
KALİTE
HATALARI KAYIPLARI : |
¨
Ekipman fiziki mekanizması,
¨
Doğru ayarlar ve işletme,
¨
Aparatların ve kalıpların
doğruluk düzeyi,
¨
Çalışma metodları
Kalite
hatalarının kaynaklarının belirlenmesinde en sık kullanılan yöntem
normal (hatasız) ürünlerin ve şartların, anormal (hatalı) ürün ve şartlarla
karşılaştırılarak, belirgin farkların (yer, biçim, düzey ve sebepleri
olarak) tespitidir. Bu çerçevede öncelikle hatalı ve hatasız ürünler
karşılaştırılır, şartlar bazında takip edilir. Daha sonra, hatalı ürünleri
üreten ekipman, proses, aparat ve kalıplar, hatasız ürünleri üretenlerle
şekil, boyut, yüzey vb. farklarını belirlemek için karşılaştırılır.
Bundan sonra da hatalı ve hatasız ürünleri üreten ekipmanların aparat ve
kalıpları değiştirilerek üretim ve karşılaştırma yapılır.
|
6) |
BAŞLANGIÇ
(Startup) KAYIPLARI : |
|
V. |
BİREYSEL
İYİLEŞTİRMELERİN 7 ADIMI |
2.
Proje
ekiplerinin oluşturulması
3.
Mevcut
kayıpların ölçülmesi,
Uygulama
aşamasında yer alan adımlar ise :
1.
İyileştirme
konusu ve hedef belirleme
2.
İyileştirme
Planının hazırlanması
3.
Analiz
yöntemleri ve karşı önlemlerin planlanması ve değerlendirilmesi
4.
İyileştirmelerin
uygulanması
5.
Etkilerin
doğrulanması
6.
Problemin
tekrar oluşmasını önlemek için tedbir alınması,
7.
Yaygınlaştırma
‘dır.
TABLO-15’te
açıklandığı gibi TVB’nin nihai amacı OTONOM BAKIM’ın gerçekleştirilmesidir.
Bu program “BAŞLANGIÇ TEMİZLİĞİ” ile başlamakta ve “TAM OTONOM YÖNETİM”
ile devam etmektedir. 7 BASAMAKTAN oluşan programın detayları tabloda
verilmiştir. Burada önemli olan konu programın adımlarının uygulanmasında
aceleci davranmamak, bu kültürün gelişmesinin ve yerleşiminin
sindirilerek yapılmasıdır. Tesislerin (Fabrikaların) büyüklüğüne, küçüklüğüne
bağlı olarak programın orta vadede ŞİRKET hayatına adapte edilmesidir.
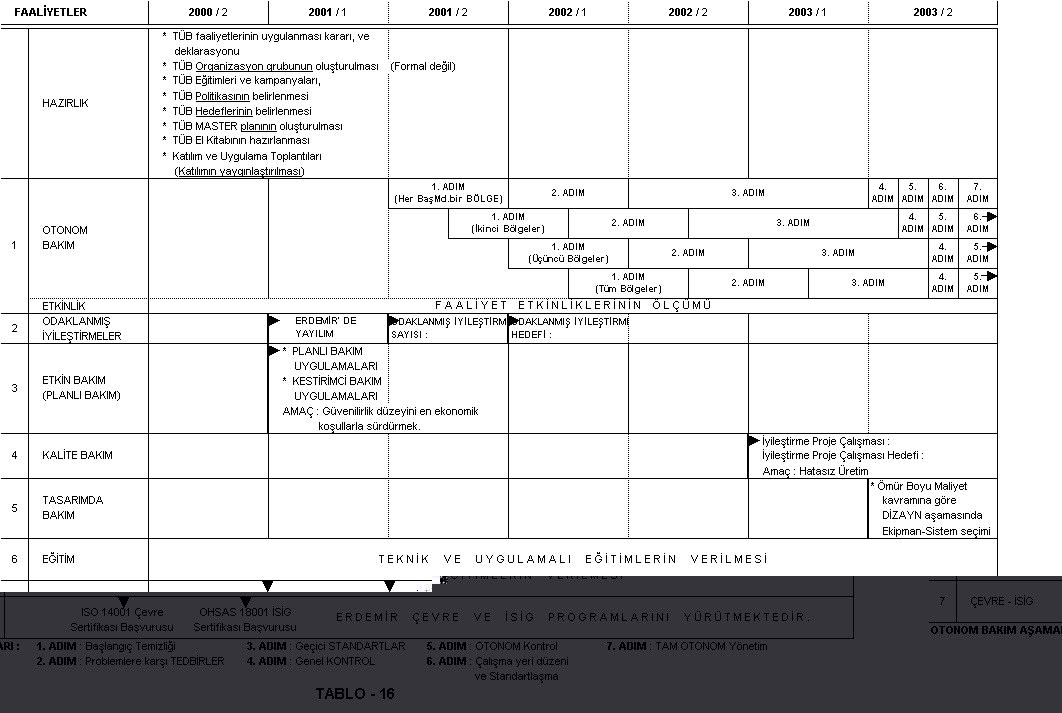
TABLO-16’da
böyle bir programın “MASTER PLANI” verilmiştir. ERDEMİR örnek olarak
alınmıştır. ERDEMİR’in alt yapı olarak büyük oranda hazırlıkları
vardır. Bunlar;
1.
TVB Yönetim
Sisteminin alt yapısını oluşturan BİLGİSAYAR DESTEKLİ BAKIM SİSTEMİ (BYS)
Projesi 1997 yılında başlatılmış, 1999 yılı Ağustos ayında 8 aylık
test süresine geçilmiş ancak eksiklikler nedeniyle verimli bir şekilde
kullanıma sunulamamıştır. Çalışmalar devam etmektedir. Sonuç alınacaktır.
2.
Bakım
Sisteminin saha alt yapısını oluşturan KESTİRİMCİ BAKIM Felsefesi ve
bunu destekleyen ölçüm ve analiz cihazları bakım gruplarımız tarafından
kullanılmaya başlamıştır. 22 Bakım mühendisi bu konuda eğitilmiştir.
“ENSPEKTÖR” (muayeneci) personel rotalı ekipman ölçümlerini yapmaya
başlamışlardır.
3.
Bazı
ünitelerimizde İYİLEŞTİRME TAKIMLARI kurulmuş ve çok verimli sonuçlar
alınmıştır. Yaygınlaştırılmasına çalışılmaktadır.
4.
Bakım
Yönetim Sistemi ile bütünlük oluşturan ÇEVRE YÖNETİM SİSTEMİ 14001
ve OHSAS 18001 YÖNETİM SİSTEMİ çalışmaları devam etmektedir.
5.
ERDEMİR
İYİLEŞTİRME TAKIMLARI (ERİT) projesi ile teşvik sistemi kurulmaktadır.
ERÖS etkin bir şekilde çalışmaktadır.
6.
BAKIM
ve İŞLETME personeli yoğun bir şekilde meslek eğitimlerine tabi
tutulmaktadır. Ünite için Eğitim Sistemi etkin bir şekilde yapılmaktadır.
Sonuç olarak ERDEMİR birçok yönden konuya hazır
konumdadır. Yapılacak tek şey planlı bir başlangıca START vermektir.
|
Bireysel İyileştirmelerin 7 Adımı |
||
| Adım | Faaliyet | |
| Hazırlık Aşaması | 1.
Adım Hedef üretim hatları ve ekipmanların seçimi |
*
İyileştirme planlarında yer alan ve birçok kayba yol açan hat, proses ve ekipmanlar. * Yaygınlaştırma olasılığı yüksek. * Otonom bakım uygulanan ekipmanı, proses ve ekipmanlarla senkronize et ve 1-3 adımlar süresince devam et. |
| 2. Adım Proje ekiplerinin oluşturulması |
*
Departman yöneticisi ekip lideridir. * Mühendislik, üretim mühendisliği, tasarım ve üretimden insanlar biraraya getirilir ve her kayıp için sorumluluk verilir. * Proje ekipleri TÜB ofisine kayıtlıdır ve resmi görevler verilir. |
|
| 3. Adım Mevcut kayıpların ölçülmesi |
*
Kayıpları belirle ve açıkça tanımla. * Mevcut kayıp verileri yeterli mi? Değilse veri topla. |
|
| Uygulama Aşaması | 1.
Adım İyileştirme konusu ve hedef belirleme |
*
Mevcut durum analizi sonuçlarına göre iyileştirme konularının belirlenmesi. *"Sıfır kayıp" kavramına göre zorlayıcı hedef değerler ve süre verilmesi. * Her kayıp tipi için eleman atanması. |
| 2. Adım İyileştirme planını hazırla |
*
Analiz sürecini ve karşı önlemleri planla, iyileştirmeleri gerçekleştirmek için prosedürleri hazırla ve zaman planını yap. * Üst düzey yöneticiler tarafından audit (denetleme) yapılması. |
|
| 3. Adım Analiz yöntemleri ve karşı önlemlerin planlanması ve değerlendirilmesi |
*
Tüm teknikleri ve iyileştirmeler için analiz, araştırma ve deney yöntemlerini kullanarak iyileştirme planlarını hazırla ve yapılan planları değerlendir. * Hedeflere ulaşıncaya kadar devam et.. * Üst yönetim denetlemeleri ile iyileştirmelerin desteklenmesi. |
|
| 4. Adım İyileştirmelerin uygulanması |
* Gerekli bütçenin ayrılması ve iyileştirmelerin uygulanması. | |
| 5. Adım Etkilerin doğrulanması |
*
İyileştirme uygulandıktan sonra her bir kayıp için etkilerin doğrulanması. |
|
| 6. Adım Problemin tekrar oluşmasını önlemek için tedbir alınması |
*
Problemlerin tekrarlanmasını önlemek için operasyon standartları ve bakım prosedürleri hazırlamak gibi önlemler almak ve standartları geliştirmek. * Yaygınlaştıma için el kitabı hazırlanması. * Üst yönetim tarafından denetleme yapılması. |
|
| 7. Adım Yaygınlaştırma |
*
Aynı tipteki diğer ekipman, proses ve hatlara yaygınlaştırma * Diğer faaliyetlerin başlatılması (kick-off) |
|
| Not
: Proje ekip üyeleri doğrudan sorumlu olmadıkları diğer kayıp türleri
ile ilgili de liderlik yapmalıdır. Teknik analiz, destek, iyileştirmenin yaygınlaştırılması gibi. |
||
tablo-14
|
OTONOM BAKIMIN AŞAMALARI |
||
| Aşama | Adı | Aktivitelerin İçeriği |
| 1 | Başlangıç
temizliği (Temizlik ve Gözlem) |
Tozun
ve kirin temizlenmesi, yağlama ve ayar işlerinin ekipmanla yapılmasına odaklanma, ekipmanlardaki kayıpların ortaya çıkarılması ve tamiri |
| 2 | Zorlanmış
kötüleşmeye karşı önlem, ulaşılması zor nokta iyileştirme |
Toz
ve kir kaynaklarının yok edilmesi, yağlanması ve temizliği zor yerlerin iyileştirilmesi, temizleme ve yağlama sürelerinin azaltılması |
| 3 | "Jishu-Hozen" Standartlarını hazırlama |
Makinaların
sürekli ve kısa sürede temizlenmesi, yağlamak ve ayarlamak için gerekli standartların oluşturulması. (Periyodik zaman çizelgesinin hazırlanması) |
| 4 | Genel Kontrol | Bakım
katalogları ile eğiterek gözlem becerilerinin iyileştirilmesi, genel kontrolle küçük arızaların bulunması ve onarılması |
| 5 | Otonom Gözlemler | Otonom bakım kontrol listelerinin tasarlanması ve uygulanması |
| 6 | Standartlar | Çeşitli
saha yönetim maddelerinin standardize edilmesi * İşletmenin lojistik standartları * Veri kayıtlarının standardizasyonu * Kalıp ve bağlama aparatlarının yönetim standartları * Üretim kalite güvence standartları |
| 7 | Tam
Otonom Yönetim |
Şirket
politika ve amaçlarının geliştirilmesi, rutin Kaizen aktiviteleri yapılması, MTBF kayıtlarını sürekli tutup bunların analiz edilmesi ve ekipman Kaizen'i yapılması |
tablo-15
|
VI. |
TVB UYGULAMASINDA ÖNEMLİ ADIMLAR
|
“TOPLAM VERİMLİ BAKIM” ‘ın temel
hedefi çalışanların ve ekipmanların verimliliğini arttırarak kuruluşta köklü
gelişmeler sağlamak, klasik çalışma kültürünü olumlu yönde değişime
uğratmaktır. Bu bakımdan TVB Sistemine geçiş başlangıcından itibaren 3-4
sene alan uzun nefes gerektiren bir maratondur. Süreyi kısaltma çabaları gerçekçi
değildir. Şirketin verimli bakım konusunda bir alt yapısı ve çalışmaları
var ise TVB’ye geçiş daha kolay olmaktadır.
Başarılı
bir uygulamaya geçişin temel gereksinimleri beş maddede özetlenebilir:
¨
Ekipman etkinliğini arttırmak
için altı kayıbın sıfırlanması
veya en aza indirilmesi,
¨
Operatörlere yönelik (OTONOM
BAKIM) bir özgün bakım programı
geliştirilmesi,
¨
Bakım birimleri için çizelgeli
bakım programı geliştirilmesi,
¨
Operatörlerin ve bakım
personelinin becerilerinin arttırılması,
¨
Yeni ekipman yönetim programı
geliştirilmesi.
TVB
uygulamasına geçiş üç aşamada, 12 temel adımda açıklanabilir :
|
I. |
HAZIRLIK AŞAMASI
|
2.
TVB’yi
tanıtmak için eğitim ve kampanya başlatılması : Yöneticilere düzeye göre seminer, slide gösterileri,
uygulamayı yapan firmalardan konferanslar.
3.
TVB’yi
yaymak ve oturtmak için organizasyonların kurulması : Her düzeyde özel TVB komiteleri kurulması;
bir merkez belirlenip, sekreterya kurulması.
4.
TVB’nin
TEMEL HEDEF ve POLİTİKALARININ belirlenmesi
: Mevcut durumun değerlendirilmesi; Buna göre hedefler konulması; Sonuçların
tahmin edilmesi.
5.
TVB
geliştirme için bir MASTER PLAN hazırlanması :
Beş temel faaliyet için detaylı uygulama planlarının hazırlanması.
|
II. |
ÖN UYGULAMA AŞAMASI
|
davet edilmesi,
|
III. |
TVB UYGULAMA AŞAMASI
|
9.
Bakım
birimi için planlı bakım programı geliştirilmesi : Dönemsel ve kestirimci bakımları içermesi;
yedek parça, ekipman, çizelge yönetimi içermesi.
10.
Operasyon
ve bakım becerilerini geliştirme için egzersiz yapılması : Grup liderlerinin birlikte eğitimi; liderlerin
kendi gruplarına egzersiz yaptırması ve bilgi yayması.
11.
Yeni
ekipman yönetim programı geliştirilmesi
: Bakım azaltıcı tasarım; Yaşam Boyu toplam maliyeti analizleri
STABİLİZASYON
12.
TVB
Uygulamasını İyileştirme ve TVB düzeylerini yükseltme :
TVB ödülleri için hazırlık; daha yüksek
hedefler belirlenmesi.
ERDEMİR, ISO 9002 Kalite Güvence Sistemi ve ISO 14001 ÇEVRE YÖNETİM SİSTEMİ uygulamalarında başlangıç için benzer metodolojileri uygulamıştır. Bu yönde geniş tecrübesi vardır. Notlarımızda yer yer değinildiği gibi böyle bir programın uygulanması uzun soluklu bir iştir. Planlı ve dikkatli hareket edildiği, aceleye yer verilmediği oranda başarı kaçınılmazdır. TOPLAM VERİMLİ BAKIM bir YÖNETİM Sistemidir. Böyle bir projenin başarılı olabilmesi için birinci koşul ÜST ve ORTA YÖNETİMİN bu işe tam katılımıdır. En önemli koşullardan ikincisi ise ÇALIŞANLARIN bu olaya inandırılması ve ikna edilmesidir.